
добављач процеса прецизног хладног штанцања

Опис
| Тип производа | прилагођени производ | |||||||||||
| Услуга на једном месту | Развој калупа и дизајн-предајте узорке-серијска производња-инспекција-површинска обрада-паковање-испорука. | |||||||||||
| Процес | штанцање, савијање, дубоко извлачење, израда лима, заваривање, ласерско сечење итд. | |||||||||||
| Материјали | угљенични челик, нерђајући челик, алуминијум, бакар, поцинковани челик итд. | |||||||||||
| Димензије | према цртежима или узорцима купца. | |||||||||||
| Заврши | Фарбање спрејом, галванизација, вруће цинковање, премазивање прахом, електрофореза, елоксирање, црњење итд. | |||||||||||
| Подручје примене | Ауто делови, делови пољопривредних машина, делови инжењерских машина, делови грађевинског инжењеринга, баштенски прибор, еколошки делови машина, делови за бродове, делови за ваздухопловство, делови за цеви, делови хардверских алата, делови играчака, електронски делови итд. | |||||||||||
Предности
1. Више од 10 годинастручности у иностранству.
2. Обезбедитеуслуга на једном местуод дизајна калупа до испоруке производа.
3. Брзо време испоруке, око30-40 дана.На залихама у року од једне недеље.
4. Строго управљање квалитетом и контрола процеса (ИСОсертификовани произвођач и фабрика).
5. Разумније цене.
6. Професионални, наша фабрика имавише од 10године историје у области штанцања лима.
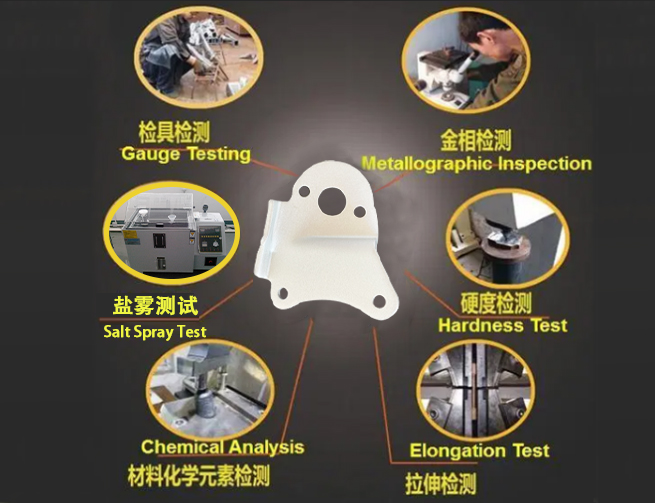
Управљање квалитетом

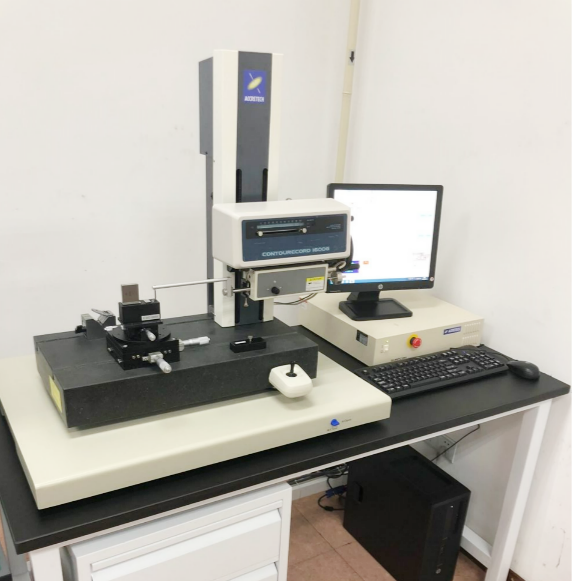


Инструмент за тврдоћу по Викерсу.
Профилни мерни инструмент.
Спектрографски инструмент.
Три координатни инструмент.
Слика пошиљке




Процес производње
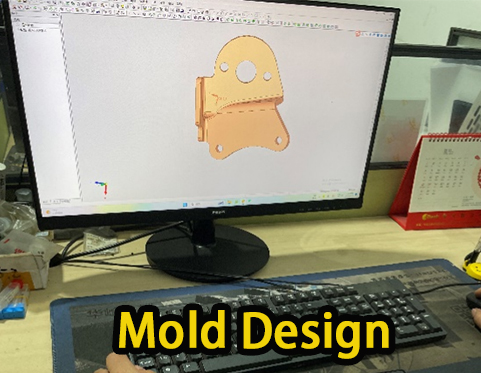



01. Дизајн калупа
02. Обрада калупа
03. Обрада сечењем жице
04. Термичка обрада калупа
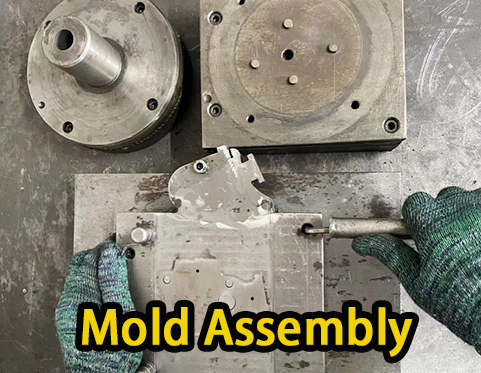



05. Монтажа калупа
06. Отклањање грешака у калупу
07. Дебурринг
08. галванизација

09. Тестирање производа
10. Пакет
Основе штанцања
Штанцање (који се назива и пресовање) укључује стављање равног метала у калем или празну форму у машину за штанцање.У преси, површине алата и калупа обликују метал у жељени облик.Штанцање, изрезивање, савијање, штанцање, утискивање и прирубљивање су све технике штанцања које се користе за обликовање метала.
Пре него што се материјал може формирати, професионалци за штанцање морају дизајнирати калуп кроз ЦАД/ЦАМ инжењеринг.Ови дизајни морају бити што прецизнији како би се обезбедио одговарајући зазор за сваки удар и савијање за оптималан квалитет дела.Један 3Д модел алата може да садржи стотине делова, тако да је процес пројектовања често прилично сложен и дуготрајан.
Једном када се одреди дизајн алата, произвођачи могу да користе различите услуге машинске обраде, брушења, сечења жице и других производних услуга како би завршили његову производњу.
Процес дизајна штанцања метала
Штанцање метала је сложен процес који може укључивати различите процесе обликовања метала - између осталог, шишање, пробијање, савијање и штанцање.
Бланширање: Овај процес укључује сечење грубог обриса или облика производа.Сврха ове фазе је да се минимизира и избегне неравнине, што може повећати цену дела и продужити време испоруке.Овај корак је да одредите пречник рупе, геометрију/конус, размак од ивице до рупе и где да убаците први удар.
Савијање: Када дизајнирате кривине у утиснутим металним деловима, важно је да оставите довољно материјала по страни - побрините се да дизајнирате део и његов празан део тако да има довољно материјала за извођење савијања.
Пробијање: Ова операција је када се ивице утиснутог металног дела тапкају да би се изравнале или одломиле неравнине;ово ствара глатке ивице у ливеним областима геометрије дела;ово такође додаје додатну снагу локализованим областима дела и може се користити за избегавање секундарне обраде као што је уклањање ивица и брушење.
Категорије производа
-

Конструктивни конектори од лима високе чврстоће...
-

Високо прецизни прилагођени бенди од нерђајућег челика...
-

Високопрецизни прилагођени делови од бакарног лима
-

Квалитетни делови за савијање метала по мери за аутомобил...
-

Прилагођено штанцање лимова Обрада металних делова
-

Прилагођена фабрика четвоространих калупа за савијање метала





