
Квалитетни делови за савијање метала по мери за аутомобилску опрему

Опис
| Тип производа | прилагођени производ | |||||||||||
| Услуга на једном месту | Развој калупа и дизајн-предајте узорке-серијска производња-инспекција-површинска обрада-паковање-испорука. | |||||||||||
| Процес | штанцање, савијање, дубоко извлачење, израда лима, заваривање, ласерско сечење итд. | |||||||||||
| Материјали | угљенични челик, нерђајући челик, алуминијум, бакар, поцинковани челик итд. | |||||||||||
| Димензије | према цртежима или узорцима купца. | |||||||||||
| Заврши | Фарбање спрејом, галванизација, вруће цинковање, премазивање прахом, електрофореза, елоксирање, црњење итд. | |||||||||||
| Подручје примене | Ауто делови, делови пољопривредних машина, делови инжењерских машина, делови грађевинског инжењеринга, баштенски прибор, еколошки делови машина, делови за бродове, делови за ваздухопловство, делови за цеви, делови хардверских алата, делови играчака, електронски делови итд. | |||||||||||
Предности
1. Више од 10 годинастручности у иностранству.
2. Обезбедитеуслуга на једном местуод дизајна калупа до испоруке производа.
3. Брзо време испоруке, око30-40 дана.На залихама у року од једне недеље.
4. Строго управљање квалитетом и контрола процеса (ИСОсертификовани произвођач и фабрика).
5. Разумније цене.
6. Професионални, наша фабрика имавише од 10године историје у области штанцања лима.
Управљање квалитетом

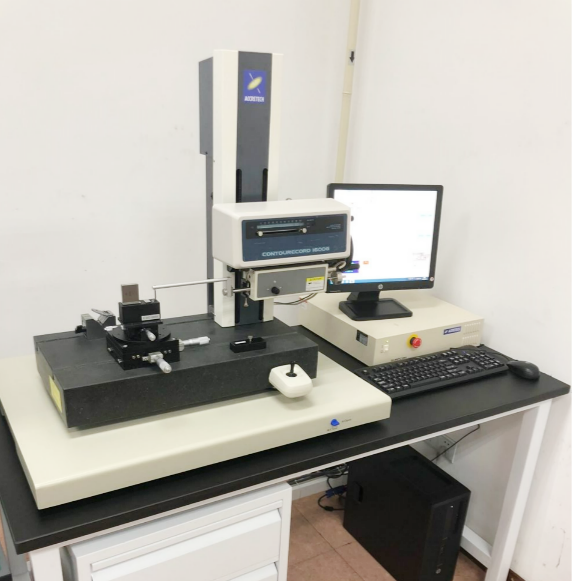


Инструмент за тврдоћу по Викерсу.
Профилни мерни инструмент.
Спектрографски инструмент.
Три координатни инструмент.
Слика пошиљке




Процес производње
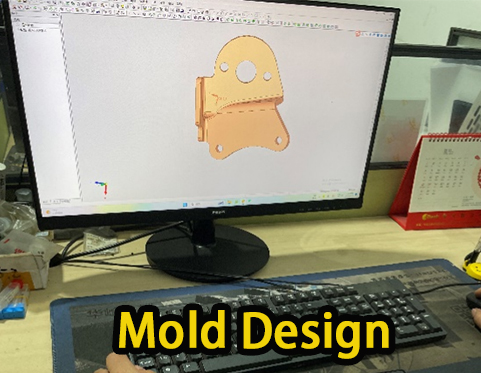



01. Дизајн калупа
02. Обрада калупа
03. Обрада сечењем жице
04. Термичка обрада калупа
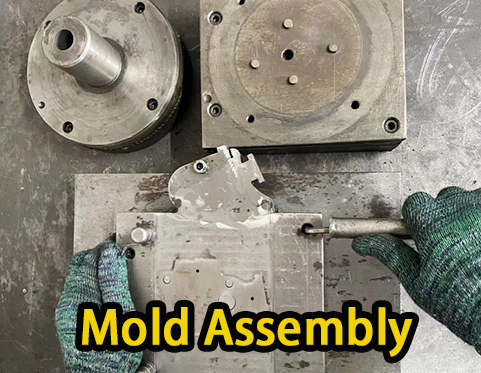



05. Монтажа калупа
06. Отклањање грешака у калупу
07. Дебурринг
08. галванизација
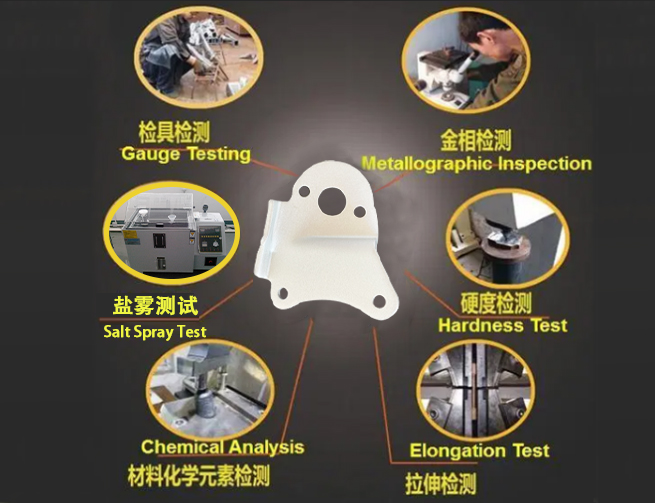

09. Тестирање производа
10. Пакет
Обим производње штанцања метала
Ксинзхе нуди широк избор обима производње за штанцање лимова, укључујући:
Производња мале количине
Производња мале количине је било која количина до 100.000 јединица.Већина пројеката штанцања има најмање 1000 јединица како би се осигурала исплативост за купца.Купци користе мање поруџбине за штанцање метала како би премостили развој производа између прототипова и масовне производње и да би видели колико ће се производ добро снаћи на тржишту.Производња мале количине такође помаже ако купац тражи прилагођене производе.Ксинзхе нуди ниске трошкове по јединици, чак и за мале количине.
Производња средњег обима
Средњи обим производње је између 100.000 и 1 милион јединица.Ова количина производње штанцања метала нуди флексибилност поруџбина мале количине, истовремено омогућавајући нижу цену по делу.Такође ће понудити ниже почетне трошкове за алат.
Производња великог обима
Производња великог обима укључује поруџбине од преко 1 милиона делова.Иако је штанцање метала веома скалабилно, то је невероватно исплатив производни процес за велике количине, јер то смањује јединичне трошкове који произилазе из цене израде прилагођених алата.
Схорт Рун Стампинг
Краткорочно штанцање је производња мале количине са ограниченим ревизијама алата.Са кратким циклусима, укупни трошкови ће бити мањи јер нећете морати толико да мењате процесе или опрему.Веома кратке серије неће имати променљиве факторе, што ће омогућити најнижу цену.Ове производне могућности су најбоље за делове који захтевају мању флексибилност, мали обим или улазак на ново тржиште.
Лонг Рун Стампинг
Дуготрајно штанцање је сложенији производни циклус у којем су сви фактори променљиви, што омогућава већу флексибилност током времена како је производна линија подешена и оптимизована за обим.Дуготрајно штанцање ће изазвати више трошкова јер се сваки процес, материјал или део машине може променити и тестирати.Међутим, ове промене обезбеђују доследан квалитет, ниске трошкове по јединици и невероватну пропусност до стотина делова у минути.
Врсте штанцања
Нудимо једностепене и вишестепене, прогресивне матрице, дубоко извлачење, четвороклизне и друге методе штанцања како бисмо обезбедили најефикаснији метод за производњу ваших производа.Ксинзхе-ови стручњаци могу да упореде ваш пројекат са одговарајућим печатом тако што ће прегледати ваш отпремљени 3Д модел и техничке цртеже.
- Прогресивно штанцање користи више калупа и корака за стварање дубљих делова него што би се обично могло постићи помоћу појединачних калупа.Такође омогућава вишеструке геометрије по делу док пролазе кроз различите калупе.Ова техника је најпогоднија за велике делове и велике делове као што су они у аутомобилској индустрији.Преносно штанцање је сличан процес, осим што прогресивно штанцање укључује радни комад причвршћен за металну траку која се провлачи кроз цео процес.Преносно штанцање уклања радни предмет и помера га дуж транспортера.
- Дееп Драв Стампинг ствара утискивање са дубоким шупљинама, попут затворених правоугаоника.Овај процес ствара круте комаде јер екстремна деформација метала сабија његову структуру у кристалнији облик.Обично се користи и стандардно штанцање, које укључује плиће матрице које се користе за обликовање метала.
- Фоурслиде Стампинг обликује делове са четири осе уместо из једног смера.Ова метода се користи за производњу малих сложених делова укључујући електронске компоненте као што су конектори за батерије телефона.Нудећи већу флексибилност дизајна, ниже трошкове производње и брже време производње, четвороклизно штанцање је популарно у ваздухопловној, медицинској, аутомобилској и електронској индустрији.
- Хидроформирање је еволуција штанцања.Листови се постављају на калуп са доњим обликом, док је горњи облик бешика уља која се пуни под високим притиском, притискајући метал у облик доње матрице.Више делова може бити хидроформисано истовремено.Хидроформирање је брза и прецизна техника, иако захтева матрицу за обрезивање да би се делови касније изрезали из лима.
- Слепљење исече делове из лима као почетни корак пре формирања.Финебланкинг, варијација бланка, прави прецизне резове са глатким ивицама и равном површином.
- Ковање је још једна врста бланка која ствара мале округле обрадке.Пошто захтева значајну силу да се формира мали комад, он очвршћава метал и уклања неравнине и грубе ивице.
- Пробијање је супротно од блекисања;подразумева уклањање материјала са радног предмета уместо уклањања материјала да би се направио радни предмет.
- Утискивање ствара тродимензионални дизајн у металу, било подигнут изнад површине или кроз низ удубљења.
Савијање се дешава на једној оси и често се користи за креирање профила у У, В или Л облицима.Ова техника се постиже стезањем једне стране, а савијањем друге преко матрице или притискањем метала у или уз калуп.Прирубљивање је савијање за језичке или делове радног комада уместо целог дела.
Категорије производа
-

прилагођени угљенични челик Делови за дубоко извлачење за ауто...
-

Прилагођена понуда делова за савијање ауто конектора
-

Произвођач заптивних плоча за аутомобиле
-

Прилагођени ауто делови штанцање металних ауто носача ...
-

Високо прецизни делови носача од нерђајућег челика Ф...
-

Прилагођени делови за савијање метала високе чврстоће за...





